Ultra-high accuracy solution to machining mirrors for James Webb telescope
In November, the primary mirror for use in the James Webb infrared optimised space telescope passed its test for the ‘Centre of Curvature’ at NASA Goddard Space Flight Center in Maryland, USA.
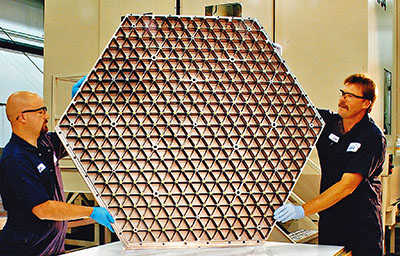
A Beryllium segment for the James Webb Space Telescope showing 600 pockets machined from solid on a Mitsui SeikiHU100A-5X machining centre at Axsys Technologies Inc
The segmental mirror, some 6.5 metres in diameter, forms the largest lightweight Beryllium optic ever made and comprises 18 segments some 1.5 metres across. Each one took a year to produce to micron tolerances, using eight Mitsui Seiki HU100A-5X travelling column horizontal machining centres, based in the climate-controlled factory of Axsys Technologies Inc, based in Cullman, Alabama. The components form one of the most critical areas of the segmented folding primary mirror that will be adjusted along with a sunshield, the size of a tennis court, and be positioned once in orbit about 1 million miles from earth.
Beryllium is very light but brittle and combines strength with hardness with the ability to absorb lots of heat. The eight Mitsui Seiki machines were selected following an in-depth selection process involving the capability to provide a consistent high accuracy cutting operation over extended periods of time. In particular, stability and performance of the servo motors with feedback to create and maintain the current toolpath was vital.
The Mitsui Seiki machining centre, represented in the UK by 2D CNC Machinery based in Hinckley, had

Profiling one of 18 segments for James Webb telescope on a Mitsui Seiki HU100A-5X travelling column machining centre
to maintain a mirror finish on the surface with a dimensional thickness of just 2.5 mm that had to be maintained with a profile tolerance of +/- 0.05 mm. Hole tolerances were +0.005/-0.000 mm plus a true position within 0.25 mm from the inside to the outside of the hubs.
A tolerance of 0.13 mm had to be held all around the six-sided 1,220 mm periphery of the 340 kg billet, which was worth some $500,000. In the cycle, the machine also had to produce 22 mounting pads, 249 lightning holes and 600 deep pockets, removing some 120 kg of material in each segment with rib thicknesses as fine as 0.5 mm. During the final machining cycle 30, 6.35 mm holes were drilled, each with slots on the edge processed to 5 micron tolerances, to provide an exact datum for tooling balls to allow each segment to be measured.
2D CNC Machinery Ltd
Tel: 0844 8718584
Email: d.holden@2dcnc.co.uk
www.2DCNC.co.uk